更新时间:2026-05-20
点击率:
-
作为车辆唯一接地的部件,轮胎的安全容错率极低。面对扎钉、割伤,多数车主仅关注“能否补上”,却忽视了“如何补得持久”。
轮胎修补绝非简单的填洞,而是涉及高分子材料学、界面化学与机械工艺的系统工程。作为工业胶粘剂领域的深耕者 [Hopson Tyre Repair®],我们将从材质本质与工艺逻辑出发,为您解析安全修补的核心密码。

一、轮胎损伤的可修性判断标准
1.1 轮胎结构基本认知
轮胎并非均质橡胶块,而是由多层复合材料构成:
胎面:与地面接触的厚橡胶层,内部有钢丝带束层和尼龙帘布层,可承受一定穿刺修补。
胎侧:无钢丝带束层,仅有帘布层和较薄橡胶,受弯折变形大,损伤后极易蔓延。
胎体帘布层:轮胎的“骨架”,维持气压和形状。
气密层:轮胎内侧的一层丁基橡胶,防止气体泄漏,修补的核心粘合面。
理解这一结构,才能判断损伤是否可修。
1.2 哪些损伤可以修补
同时满足以下条件的损伤,通常可安全修补:
损伤位于胎面中央区域(胎冠带束层覆盖范围内)
穿孔直径≤6mm(普通钉子、螺钉)
伤口垂直或接近垂直刺入
胎体帘布层未严重断裂
同一个轮胎修补次数≤2次,且修补点间距≥40cm
1.3 哪些损伤不能修补
以下情况强烈不建议修补,应直接更换轮胎:
胎侧穿孔或开裂:胎侧变形大,修补后极易重新开胶或鼓包。
胎肩(胎面与胎侧过渡区)损伤:受力复杂,修补可靠性低。
伤口直径>6mm:橡胶缺失过大,无法形成有效硫化粘合。
胎面被割裂成条状或大块撕裂:帘布层已结构性受损。
已修补过的区域再次破损:同一位置重复修补不可靠。
防爆胎零气压行驶后损伤:胎体内壁已疲劳粉化,修补无效。
二、轮胎修补的底层原理:硫化工艺
2.1 什么是硫化
硫化是指橡胶分子链在热量或化学交联剂作用下,从线性结构转变为三维网状结构的不可逆化学反应。在轮胎修补中,硫化就是将轮胎修补片或胶料与原轮胎气密层橡胶融合成一个整体,而不是简单的“粘贴”。
2.2 热硫化 vs 常温化学硫化
类型
原理
温度要求
适用工艺
热硫化
通过加热(通常120-150℃)激活硫磺或过氧化物交联
需要加热设备和时间
热补(火补)、硫化机修补
常温化学硫化
使用含交联剂的硫化剂(如硫化胶浆),在常温下发生交联反应
25℃左右即可
贴片修补、蘑菇钉修补

2.3 硫化质量对修补效果的决定性作用
硫化不完全会导致:
汽车轮胎补胎片与轮胎界面剥离
气密层漏气
修补区域发热、老化加速
高质量的硫化要求:打磨露出新鲜橡胶 + 彻底清洁 + 足量优质硫化剂 + 充分压紧固化。Hopson Tyre Repair®常温硫化剂系列采用高活性交联体系,可在常温下实现与轮胎丁基气密层的深度化学结合,硫化后粘接强度接近原胶。
三、主流修补工艺对比
3.1 补胎胶条修补(外补法)
3.1.1 操作流程
用探锥扩大伤口孔道
将涂有粘合剂的橡胶条穿入插针
将胶条插入伤口并拔出插针
修剪轮胎表面多余胶条
HOPSON补胎胶条操作视频
3.1.2 优点与适用场景
极快:不拆轮胎,全程5-10分钟
应急使用:适合郊外、高速临时处理
成本低
3.1.3 局限性分析
补胎橡胶条只堵塞孔道,不修补气密层内侧
长期使用可能微漏气、补胎胶条老化脱落
只适合小直孔,不适合撕裂伤
3.1.4 对轮胎材质的影响
补胎胶条与胎体橡胶之间缺乏大面积化学硫化,仅靠机械挤压和简易粘合,不适合高性能轮胎或长期使用。
3.2 汽车补胎片修补(冷补法)
3.2.1 操作流程
拆下轮胎,从内侧标记伤口
打磨气密层伤口周围区域
清洁并吸除橡胶粉尘
涂补胎硫化胶水(常温硫化胶浆)
待胶浆半干后贴上补片
用滚轮由内向外压实,排出空气
HOPSON补胎片操作视频
3.2.2 优点与适用场景
修补后气密性好
不改变轮胎外侧外观
适用大部分小到中等直孔
工艺成熟,成本适中
3.2.3 局限性分析
伤口孔道本身未被填充,水汽可能渗入胎体帘布层导致钢丝生锈
对于直径>6mm的孔,补胎片强度不足
3.2.4 材质粘合要求
补胎贴片修补的核心是硫化剂与轮胎气密层的化学键合。丁基橡胶气密层属于低表面能材料,普通胶水无法粘牢。必须使用专用常温硫化胶。Hopson Tyre Repair® 常温硫化胶具有优异的丁基橡胶浸润性和交联活性,硫化后剥离强度可达撕裂橡胶本体,确保修补永久密封。
3.3 补胎蘑菇钉修补
3.3.1 操作流程
从内侧打磨并清洁(同贴片)
用专用工具将蘑菇钉的“柄”从内侧向外侧穿过伤口
拉住柄尾,使钉“冠”紧密贴合气密层
滚压冠面,修剪外侧伸出的柄
HOPSON补胎蘑菇钉操作视频
3.3.2 优点与适用场景
同时填充孔道(柄)和密封内侧(冠)
防潮、防钢丝生锈
综合强度高,是目前公认的最佳补胎方式
适用于3-8mm的直孔
3.3.3 局限性分析
不适用于斜扎孔(柄无法笔直穿出)
需要拆胎,操作时间较长
成本高于贴片
3.3.4 材质填补原理
轮胎修补蘑菇钉的柄与冠通常为预硫化橡胶或未硫化橡胶。施工时同样需要硫化剂将钉冠与气密层融合。如果补胎硫化剂质量差,冠面仍可能脱离。Hopson Tyre Repair®补胎硫化胶水可用于蘑菇钉辅助涂刷,增强钉冠与轮胎内侧的化学粘合。
3.4 热补(火补法)
3.4.1 操作流程与设备要求
打磨损伤区域
填充生胶或热硫化胶条
用热补机(加热夹板或电热硫化机)施加120-150℃、一定压力,持续20-40分钟
自然冷却后检查
3.4.2 优点与适用场景
热硫化后融合度极高,接近轮胎原生结构
特别适合卡车、工程机械等厚胎面、大伤口修补
修补区域耐用、耐撕裂
3.4.3 局限性分析
操作复杂,需要加热设备和经验
温度控制不当会过硫(变脆)或欠硫(不融合)
轿车薄胎侧不适用,易导致胎体变形
3.4.4 热硫化对轮胎材质的影响
热补会使修复区域橡胶重新硫化,但轿车轮胎中丁基气密层不耐高温,过度加热会降解。因此家用轿车很少采用热补,而多采用常温化学硫化。
四、不同车型轮胎的修补工艺选择
1 轿车轮胎修补工艺建议
轿车轮胎胎壁薄、重量轻,热补易导致胎体过热老化,因此冷补和蘑菇钉补胎是主流选择。对于日常通勤车辆的小穿孔(≤5毫米),冷补即可满足需求;若伤口边缘不规则或直径在3-6毫米之间,建议采用补胎蘑菇钉修补,以保障高速行驶安全。
2 卡车/商用车轮胎修补工艺建议
卡车轮胎承载大、胎体厚、钢丝层多,损伤往往较深。热补是卡车轮胎修补的首选工艺,其高温硫化可实现补片与钢丝胎体的牢固融合,适应重载和长途运输的严苛工况。对于贯穿性大伤口,可采用"热补+加强层"的复合修补方案。
3 防爆胎/缺气保用轮胎修补要点
防爆胎(RFT/Run-Flat Tire)侧壁内置硬质支撑胶,在零气压下仍可短距离行驶。其修补难点在于:
- 支撑胶较厚,冷补胶片难以贴合;
- 胎侧补强层对热敏感,热补温度需降低至140℃以下;
- 修补后需确认支撑胶完整性未受损。
建议防爆胎优先采用轮胎蘑菇钉修补,并选用高粘结强度的常温硫化体系,避免热补对支撑胶的潜在影响。
4 新能源汽车轮胎修补注意事项
新能源车型普遍配备静音棉轮胎(胎内壁粘贴吸音海绵层)。修补时需先剥离破损区域的静音棉,完成修补后再重新粘贴或使用专用静音棉修补片。此外,新能源车自重大、扭矩输出直接,轮胎承受应力更大,修补标准应适当提高,建议直径超过4毫米的伤口即采用蘑菇钉工艺。
五、修补工艺中的施工要点
1 打磨:范围、深度与均匀性控制
打磨范围应比轮胎补片或蘑菇钉冠面大5-10mm
打磨深度以露出新鲜、无光泽橡胶为宜(约0.5mm),不可伤及帘布层
使用低速气动打磨轮(15000rpm以下),避免高温烧焦橡胶
2 清洁与吸尘:去除杂质与橡胶屑
打磨后产生的粉尘、油污是粘合失败的常见原因。步骤:
用专用清洁刷清除大颗粒
吸尘器吸净细粉
用轮胎专用清洁剂(非油性)擦拭打磨面
3 涂胶:硫化剂的正确涂抹方法
摇匀补胎硫化胶瓶身
用专用涂刷棒均匀薄涂一层
涂层宜薄不宜厚,厚涂层溶剂挥发不彻底反而降低粘合
等待开放时间:手指轻触胶层表面不沾手、但仍有粘性时贴片
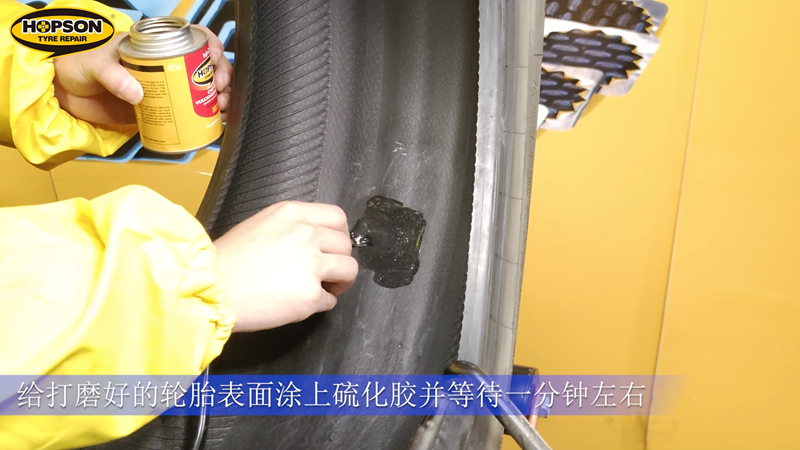
Hopson Tyre Repair® 汽车补胎硫化剂采用快干配方,常温下开放时间约3分钟,操作窗口充裕,且溶剂无苯环保。
4 贴片/塞入:压实与排气操作
贴片中心对准伤口
从中心向边缘按压,使胶层无气泡
使用补胎滚轮以交叉方向反复压实
蘑菇钉操作:先将柄涂硫化剂,再从内侧向外拉紧,使冠面紧贴气密层,最后滚压冠面。
5 硫化条件控制(温度、时间、压力)
常温化学硫化:环境温度不低于10℃。低于10℃时,建议使用热风枪温和加热打磨区至30℃左右;硫化补胎胶水完全固化需24小时,修补后即可充气行驶,但避免激烈驾驶前24小时。
热硫化:按胶浆厂家推荐的温度-时间曲线,通常120℃×30分钟,压力0.5-0.7MPa。
六、修补后检测与质量保障
1 气密性检测方法
修补完成后,需将轮胎充气至标准胎压,浸入水中观察是否有气泡逸出;或使用气压表监测24小时压降,压降不超过标准气压的5%视为合格。对于微渗漏,可采用肥皂水涂刷法辅助检测。
2 动平衡检测的重要性
轮胎拆卸修补后,汽车轮胎修补片、蘑菇钉等附加材料会改变轮胎原有的质量分布,导致高速行驶时方向盘抖动或胎面偏磨。因此,修补后必须进行动平衡校正,通过在轮辋边缘添加平衡块,确保轮胎在高速旋转时的离心力均匀。
3 修补后轮胎的使用与维护建议
- 修补后一周内建议每日检查胎压,确认无缓慢漏气;
- 避免修补胎长期暴露于高温环境(如夏季暴晒)或接触油污、酸碱溶剂;
- 蘑菇钉或热补后的轮胎可正常使用,但冷补胎建议避免持续高速(120 km/h以上)长距离行驶;
- 定期检查修补部位是否有胶片翘边、裂纹等异常,发现问题及时返修。
在日常维修中,轮胎修补看似简单,真正做好却并不容易。
同样一条伤洞,选错补片或施工不规范,可能短期内看不出问题,但行驶几千公里后,漏气、脱胶甚至鼓包的风险都会明显增加。
从我们的经验来看,一次可靠的修补,至少取决于三点:
1.根据伤口类型和位置选择合适的修补工艺
比如胎面钉孔更适合胶条或补胎贴片,胎侧损伤往往不建议修补,而较大的贯穿伤则更适合蘑菇钉。
2.严格按照规范流程施工
从打磨、清洁到涂胶、压实,每一步都不能省,也不能急。很多返修案例,问题并不出在材料本身,而是施工细节没做到位。
3.使用性能稳定的修补材料
补片、胶水、胶条的硫化性能、粘接力、耐老化性,直接决定了修补后的长期表现。
对维修门店来说,修补质量不仅是技术问题,更是口碑问题。一次失败的修补,可能让客户对整个门店失去信任;而稳定、可靠的修补效果,则会带来持续的回头客和转介绍。
Hopson Tyre Repair® 长期专注于轮胎修补材料领域,为维修门店、轮胎服务商提供全系列补胎产品,包括各类汽车轮胎橡胶补片、补胎胶条、蘑菇钉、专用胶水及配套工具。我们不只卖产品,更希望与一线维修技师一起,把每一次修补都做成“经得起路况和时间考验”的工作。
如果你对修补工艺或材料选型有任何疑问,欢迎随时与我们交流,一起把修补这件事做得更专业。

本文技术内容仅供参考,具体修补操作请遵循轮胎制造商及专业维修机构的指导建议。